Rail Industry
Mittler Bros. has a long history developing manufacturing equipment for the heavy rail industry. You can see some examples below:

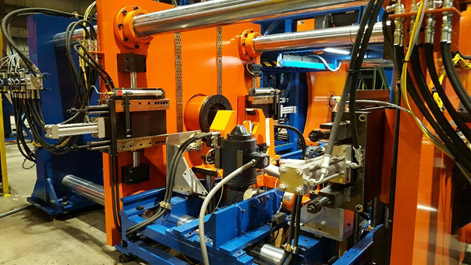
Axle Assembly Cell
Completed in 2016, this Railroad Axle Assembly Cell is the winner of the prestigious National Tooling and Machining Association’s (NTMA) 2017 Technology Award. It utilizes 10 stations working together to prepare and assemble wheel, axle and bearings in five (5) minutes for a total of 72 assemblies per shift. Here’s a look at the individual components:

Wheel Transfer
• Wheels are loaded as a pair into the wheel transfer system with an overhead crane.
• The wheels are advanced using air actuated cam rollers and a ball screw drive system.
• Up to 5 sets of wheels (approximately 9000lbs) can be transferred simultaneously when the transfer is full.
• The final operation in the transfer is to oil the bore of the wheel with a rotary spray nozzle before they are loaded into the wheel press.
Axle Oiler
• Axles are loaded into the oiler by the Fanuc M2000 robot.
• The axle is rotated in place by central drive rollers.
• Oil is applied to the bearing journal and the wheel seat with a metered spray valve.
• Rust preventative is applied between the bearing and wheel area at the same time with separate metered spray valves.
Fanuc M2000/1350kg Axle and Wheel Loading Robot
• 1350kg capacity (approximately 3000lbs), the largest Fanuc 6-axis production robot at build time.
• This robot detects the end of the axle as it’s presented on the entry rail for “rough” centering as it enters production.
• Axles are transferred to the Axle Oiler, and then to the Wheel Press.
• Wheels are removed from the Wheel Transfer and loaded into the Wheel Press.
• All handshaking between this robot, and the 3 pieces of equipment it interfaces with are done via Ethernet.
Wheel Press
• 200 Ton capacity
• Servo controlled 16” bore hydraulic cylinders
• Total wheel position tolerance .094”
• A Force vs. Distance press signature is captured and analyzed by the AIC Wheel Press Recorder to determine that each wheel is mounted to specification.
Press Transfer
• The wheels are advanced using air actuated flippers and a ball screw drive system.
• Wheel sets are transferred thru the 2 presses and handed off to the Queue Transfer.
• Up to 2 wheel sets (approximately 5500lbs) can be transferred simultaneously.
Fanuc R2000/210kg Bearing Robot
• 210kg capacity (approximately 460lbs).
• Equipped with vision to de-palletize the bearings for minimal operator handling.
• Removes the bearing cap and places it on a conveyor to be delivered to an operator on each side of the line.
• Cardboard (for shipping purposes) is automatically removed and sent to a hopper outside the cell.
• Loads the bearings (approximately 100lbs each) onto pilot tooling in the Bearing Press.
Bearing Press
• 100 Ton capacity
• Servo controlled 12” bore hydraulic cylinders
• Bearings are pressed simultaneously from each end of the axle.
• During the press, the axle “floats” between the two press platens. Lasers monitor the position of the wheel set and the feed rate of the press cylinders is adjusted on the fly to limit the total sideways travel of the axle to 1” or less.
Queue Transfer
• The wheels are advanced using air actuated flippers and a ball screw drive system.
• Wheel sets are transferred from the Bearing Press to the Torque Station.
• Up to 3 wheel sets (approximately 8100lbs) can be transferred simultaneously.
Torque Station
• A cluster of 3 Atlas Copco torque guns are located on each side of the line.
• 700 Ft Lbs torque capacity maximum at each spindle.
• Final torque values for each of the 6 bolts is sent to the data collection computer via Ethernet.
• Barcodes for all components are scanned with wireless handheld scanner (axle, 2 wheels and 2 bearings.

Bearing Transfer
• Bearing pallets are loaded thru a safety interlocked gate.
• Up to 3 full pallets can be loaded into the cell, giving a 2 hour unattended run-time.
• When the robot removes the last bearing, the empty pallet is transferred back to the load/unload station to be removed during the next loading operation.
Bump Press
The purpose of this C-frame Bump Press is to relieve deformations in rail car tanker heads and consists of a 55 ton hydraulic cylinder with hardened die shoes for varying spherical radii.
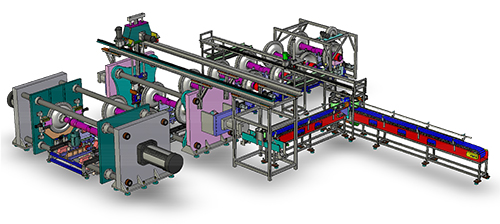

Axle Press
This turnkey automatic manufacturing cell assembles railroad car wheel/axle assemblies. The operations include robotic loading, lubrication, and hydrualic pressing the wheels and bearings on the axles, all the while collecting data on force requirements for serialization and tracking.
Also including in this cell are two precision multiple spindle torquing nut runners to install the bearing caps to specific specification standards.